Technologie

Psal se rok 1995, kdy jsme v Jihlavě otevřeli první výrobní závod a položili základy firmy KOSYKA. Začínali jsme s výrobou kabelových svazků pro spotřební elektroniku, průmyslovou elektrotechniku. Už o čtyři roky později, v roce 1999, jsme po vydařeném startu zahájili výrobu v druhém závodu v Jamném, nedaleko od Jihlavy. V roce 2005 jsme začali vyrábět kabelové svazky pro automobilový průmysl. Ale nezůstali jsme jen u růstu – chtěli jsme i moderní zázemí. A tak jsme v roce 2011 dokončili nový výrobní a administrativní areál v jihlavské průmyslové zóně II, kde nás najdete dodnes. Aktuálně je nás přibližně 120 a stále nás žene dopředu stejná energie jako tehdy na začátku. Ať už jde o výrobu, inovace nebo prostě jen to, že chceme být pro zákazníky kvalitním a spolehlivým partnerem.







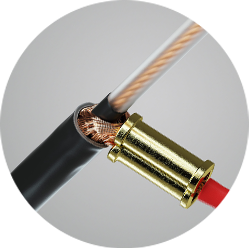
je technologie mechanického spojování vodiče s kontaktem nebo svorkou. Správně provedený krimp zajišťuje spolehlivý elektrický kontakt a vysokou mechanickou pevnost spoje. Proces krimpování je realizován pomocí krimpovacích nástrojů. Důraz je kladen na geometrické vlastnosti krimpu dle standartů IPC. Krimpované spoje se běžně používají v automobilovém, průmyslovém, leteckém odvětví.

tato technologie rozšiřuje standardní krimpovací proces o integraci těsnicího prvku kontakt, který chrání konektor proti vniknutí vlhkosti, prachu a jiných nečistot. Těsnění (nejčastěji silikonové nebo elastomerové) je při krimpování fixováno s izolací vodiče v kontaktu. Proces vyžaduje přesné nastavení krimpovacích přípravků, aby bylo dosaženo správného stlačení těsnění bez jeho poškození a současně byla zachována těsnost konektoru. Tato technologie je klíčová zejména pro aplikace v automotive, zemědělské technice a venkovních instalacích.
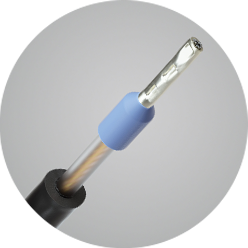
chrání konce lanovaných vodičů před roztřepením a mechanickým poškozením při zapojování do svorek například v elektrorozvaděči. Zajišťuje pevné spojení jednotlivých drátků ve vodiči a podílí se na bezpečném vedení proudu. Použití dutinek/koncovek zvyšuje bezpečnost a spolehlivost elektrického spojení, zabraňuje uvolnění nebo špatnému kontaktu vodičů. Montáž dutinek/koncovek je jednoduchá a rychlá, dutinky mohou být barevně kódovány pro snadnější identifikaci vodičů.
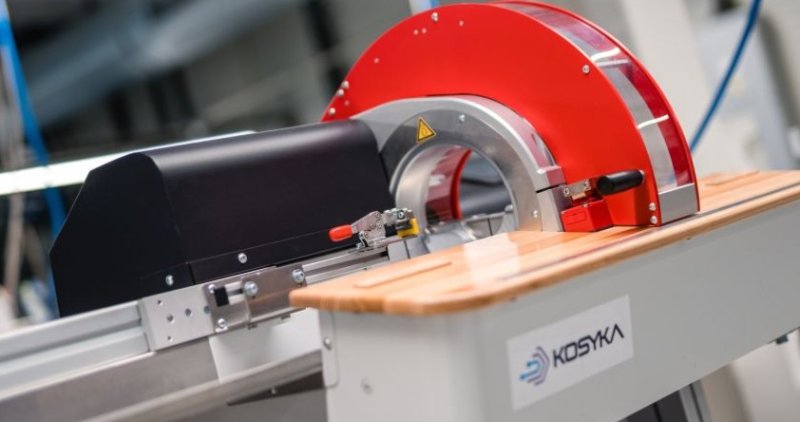
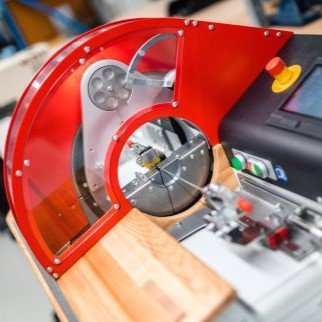
Technologie výroby Splice je nepájené krimpované spojení kovovým páskem na koncích komponentů. Na rozdíl od standardních kontaktů, splice spojení je aplikovatelné na jakékoliv elektrické a elektronické komponenty s různými rozměry a materiály, jako jsou např. vodiče, desky plošných spojů, cívky, kondenzátory, sensory, diody, textilie apod. Oproti svařování a pájení je splice spoj odolný proti vibracím a jeho kvalita může být kontrolována jak při výrobě tak i po ní.
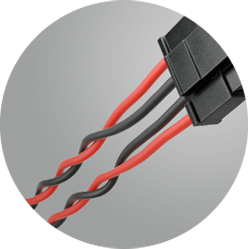
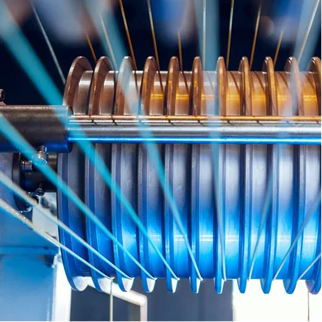
Technologie stáčení (kroucení) se používá u dvou i vícežilových vodičů. Stočené vodiče dosahují lepší flexibilitu (ohebnost) a tím i životnost, u párových datových vodičů snižuje přeslechy mezi páry a elektromagnetické rušení. U vícepárových vodičů se díky různé délce zkrutu sníží přeslechy a elektromagnetické působení mezi jednotlivými páry.

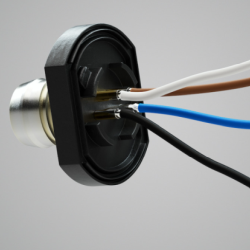
konektory s řeznými kontakty (IDC – Insulation Displacement Contact) umožňují připojení vodiče bez nutnosti odizolování. Kontakt při montáži prořízne izolaci vodiče a spojí se s jeho jádrem. Tato technologie zajišťuje rychlou a efektivní montáž, vysokou opakovatelnost procesu a eliminaci chyb spojených s nesprávným odizolováním. Zpracování vyžaduje přesné navedení lisovaných komponentů včetně jejich vzájemné pozice tak, aby byl řez izolace čistý a kontakt nebyl v kolizi s jádrem. IDC konektory se uplatňují především v datových, signálních a slaboproudých aplikacích.
je proces spojování kovových částí pomoci roztavené pájky, po ztuhnutí vytváří pevné elektrické a mechanické spojení, využívá se při práci s elektronickými součástkami, vodiči a kabely. Pro dobré výsledky pájení se používala slitina cínu a olova, dnes se používají především bezolovnaté materiály, kdy slitiny cínu s jinými kovy zlepšují výsledné parametry spoje. Kombinace cínu, stříbra a mědi (Sn-Ag-Cu) se používá pro pájení součástek, kde je vyžadována vysoká mechanická pevnost a odolnost proti korozi, slitiny cínu a zlata (Sn-Au) se využívají pro náročné aplikace v kosmickém a vojenském průmyslu.
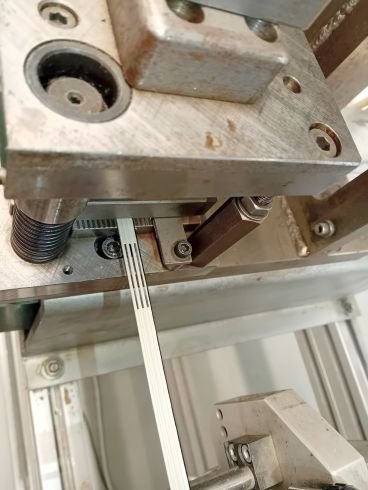
je proces, při kterém dochází ke kontrolovanému spojení žil lankového vodiče za účelem snížení jeho průřezu, zlepšení tvarové stability a optimalizace pro následné zpracování např. krimpování nebo lisování. Zhutněný vodič má kompaktnější strukturu, zajišťuje lepší kontakt v krimpovaném spoji, umožňuje použití v přesných kontaktech s omezeným prostorem. Technologie je využívána zejména u jemně lankových vodičů a v aplikacích, kde jsou kladeny vysoké nároky na kvalitu elektrických spojů.

je proces, při kterém se na povrch vodičů nebo vývodů elektronických součástek nanáší tenká vrstva cínu, která chrání kovové povrchy před oxidací a korozí a tím prodlužuje životnost. Cín má také dobrou elektrickou vodivost, zlepšuje konduktivitu spoje a pocínovaný povrch je později snadněji pájitelný. Nejběžnější způsob cínování je ponořením dílů do roztavené cínové lázně, nebo pomoci elektrolytické lázně, kde se cín nanáší na povrch kovu pomocí elektrického proudu.

je proces plnění konektoru gelovitou nebo pevnou sloučeninou. Poskytuje ochranu před vlhkostí, tepelným nebo fyzickým šokem, vlhkostí a vibracemi.

představují základní operace při zpracování vodičů a kabelů. Procesy mohou být prováděny samostatně nebo v kombinaci v rámci automatizovaných výrobních linek. Střih je přesné dělení vodičů a kabelů na požadovanou délku v rámci tolerancí dle IPC. Odpláštění je odstranění vnějšího pláště kabelu bez poškození jednotlivých žil. Odizolování je cílené odstranění izolace vodiče v definované délce při zachování integrity jádra vodiče. Správné nastavení těchto operací je klíčové pro kvalitu následných technologických kroků a výslednou životnost elektrického spoje.


 Elektrotechnická asociace České republiky
Elektrotechnická asociace České republiky
Jsme členem Elektrotechnické Asociace (EIA), která sdružuje právnické i fyzické osoby elektronického a elektrotechnického průmyslu a též subjekty, které mají s elektrotechnickým průmyslem společné zájmy. Asociace hájí zájmy zaměstnavatelů na principech podnikatelské demokracie.
 Asociace obranného a bezpečnostního průmyslu ČR
Asociace obranného a bezpečnostního průmyslu ČR
Jsme členem Asociace obranného a bezpečnostního průmyslu České republiky (AOBP), která sdružuje firmy zabývající se výzkumem, vývojem, výrobou, obchodem a marketingem s obrannou a bezpečnostní technikou, materiálem a službami.

 Gauner Club SK Jihlava – boxing club Jihlava
Gauner Club SK Jihlava – boxing club Jihlava
KOSYKA podporuje sportovní aktivity mládeže na Vysočině.
SOUTĚŽ S KOSYKOU: Soutěžit můžete na IG profilu Gauner Boxing club: @gauner_boxing_club
COPYRIGHT © 2026 kosyka.cz | TVORBA WWW STRÁNEK MACHIN.CZ
